Evolución del marcado láser
Dentro de las técnicas de marcado el láser ocupa un lugar destacado. En la década de los noventa del siglo pasado el láser de gas Co2 tuvo su momento álgido en los procesos de marcado de una amplia variedad de materiales. Este tipo de láser que en la actualidad es muy popular genera el haz mediante la aplicación de alta tensión o radiofrecuencia en un tubo presurizado con una combinación de gases donde predomina el gas Co2. El láser de Co2 evaporiza una gran cantidad de materiales, sobretodo los orgánicos y plásticos y con potencias elevadas incluso puede cortar metales.
Con el transcurso de los años se han perfeccionado otras tecnologías de marcado láser. El láser de fibra se esta imponiendo como método de marcado de metales, metales lacados, anodizados, plásticos, fibra de vidrio, fibra de carbono y cueros sintéticos. Hay que recalcar que el marcado por láser, a diferencia de otras técnicas de marcado como la tampografía, no se borra con el tiempo porque se trata de un marcado fruto de la evaporación de parte del material.
El marcado de acero inoxidable con láser de fibra es muy popular al conseguir una tonalidad oscura con mucho contraste con el acero. Con este tipo de láser también podemos cortar metales con cierto potencial. El grabado de caucho para sellos continua siendo un mercado para el láser de Co2, es una de las aplicaciones más comunes en este tipo de máquinas.
Con la globalización los equipos láser chinos han inundado el mercado con máquinas de baja calidad pero con precios muy asequibles, principalmente en la gama de máquinas láser de Co2. Este tipo de máquinas incorporan el tubo láser excitado por alta tensión, el clásico tubo de cristal adecuado para trabajos de poca precisión y pocos detalles de grabado, más indicados para corte. La calidad y precisión continua de la mano de equipos fabricados en USA y Europa, donde se han desarrollado la mayoría de tubos láser de excitación por radiofrecuencia. Este tipo de láser es mucho más preciso, estable y fluctúa menos con las variaciones de temperatura.
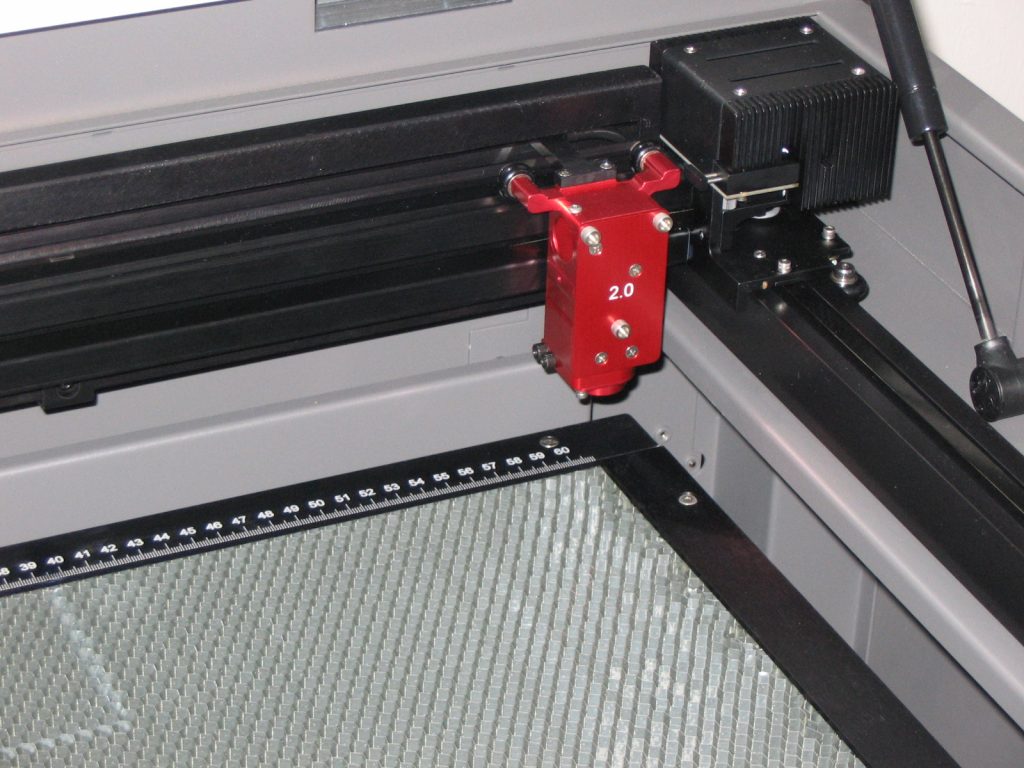
Mientras que en los equipos de Co2 mayoritariamente son máquinas con un cabezal móvil en una mesa de trabajo bajo las coordenados X-Y con espejos fijos, más conocido como sistema CNC o de control numérico, los de láser de fibra normalmente utilizan el sistema de galvanómetro que consiste en un cabezal donde se encuentran los espejos X-Y motorizados y son los que dirigen el haz del láser sobre el material. El primer sistema permite grandes mesas de trabajo en detrimento de la velocidad, el segundo método no permite areas de trabajo muy grandes pero la velocidad es espectacular, además de estar limitado a marcar o grabar los materiales, no al corte.





